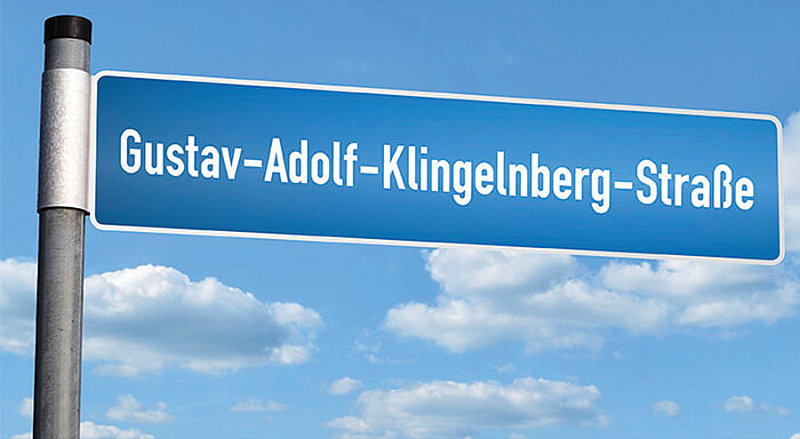
A street at the Hückeswagen/Winterhagen site is going to be named after machine manufacturer Klingelnberg. The city of Hückeswagen announced the official street name of Gustav-Adolf-Klingelnberg-Straße, when a building application was submitted for the construction of a new industrial building.
“We are delighted to receive this honor,” said Christoph Küster, Chief Financial Officer of the KLINGELNBERG Group. “We suggested the name Gustav Adolf Klingelnberg to the city of Hückeswagen because he played a key role in shaping the history and evolution of gears. As Hückeswagen’s biggest employer today, we have a great deal to thank him for. It is thanks to his tenacity and entrepreneurship spirit in the early 20th century that Klingelnberg is a world leader in gear technology today.”
Entrepreneurship and inventive spirit of the early 20th century
Gustav Adolf Klingelnberg, who was born on 07 September 1880, first completed a commercial apprenticeship with export company F.C. Tillmans in Remscheid. He was unable to continue his education because his mother, Hulda Klingelnberg, needed her son's help in the family company due to the early death of her husband. On 01 July 1900, at just nineteen years of age, Gustav Adolf Klingelnberg began his career in his parents’ business. He became a partner on 11 December 1902. Gustav Adolf Klingelnberg’s younger brother, Consul Walter Friedrich Klingelnberg, whose education was on the technical side, was brought in to carry on the company business together with his older brother. On 26 April 1909, Hulda Klingelnberg handed the business entirely over to her two sons, Gustav Adolf and Walter Friedrich, and the younger brother became a partner on the same day.
An exemplary rise ensued in the decades that followed. The production sites were expanded, and the Hückeswagen factory was added. Office buildings were constructed, and the company established branch offices in Germany and abroad. The number of employees at the company also increased together with the successes.
Gustav Adolf Klingelnberg was described as someone who was extremely ambitious, strict with himself, and fair to others. He was unerring in his decision-making, which gave direction to the company’s technical ambitions. For example, Gustav Adolf Klingelnberg stood by Klingelnberg gears – despite the failures and the material sacrifices. The breakthrough which occurred later proved him right. Aachen Technical University awarded him an honorary doctorate. He died on 09 December 1947.