亮点
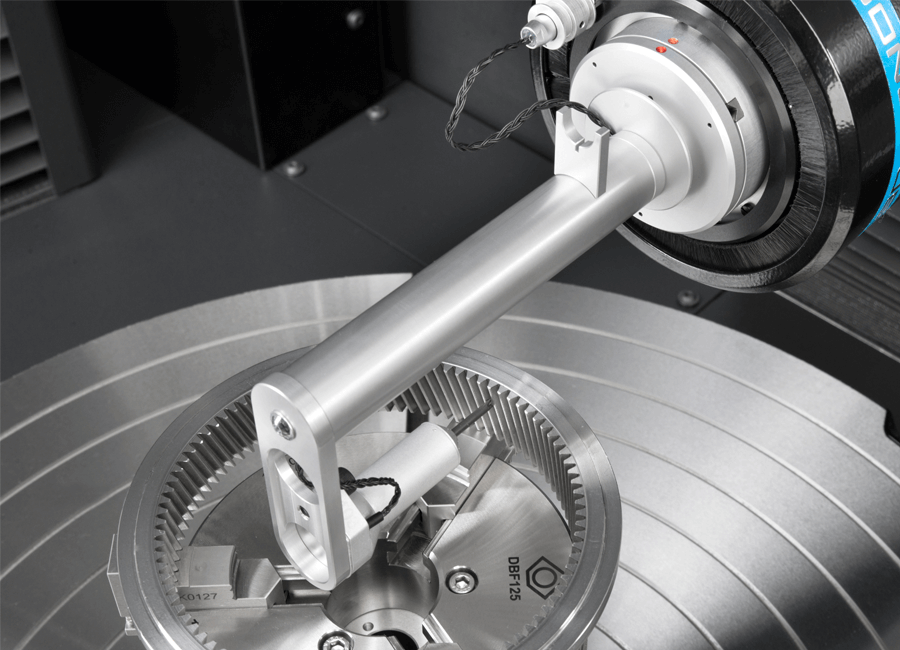
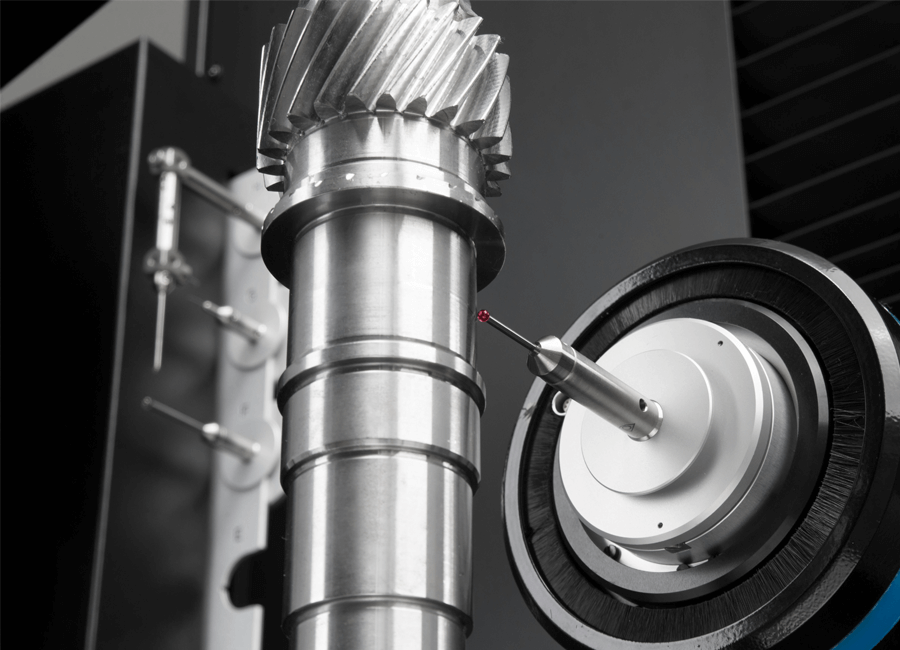
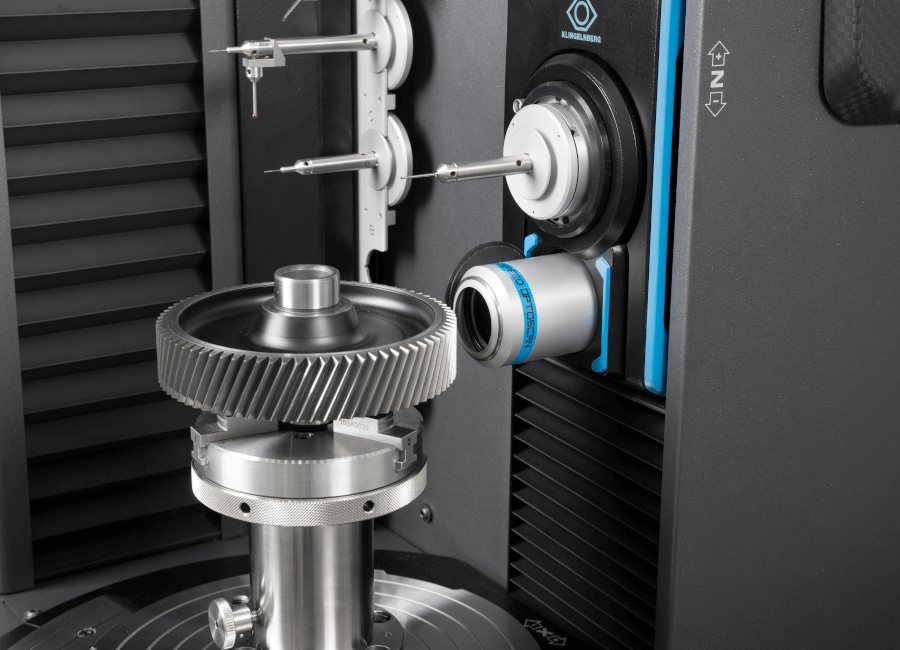
KLINGELNBERG (克林贝格)齿轮测量中心 P 100
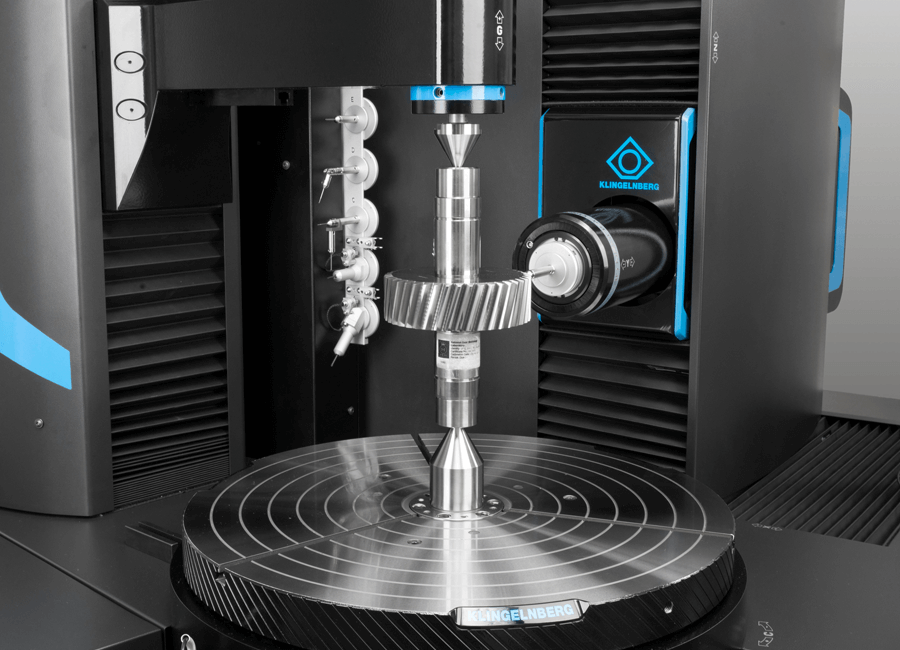
快速精准的测量记录与高精度旋转工作台相得益彰
- 旋转工作台运行平稳,进行测量形状精度时
- 预留负载,防止工件装载时的冲击
- 旋转工作台采用交流力矩电机直驱
- 即使在低速运行时,工作台也能保持匀速、持续运行
- 高精度直接耦合的角度测量系统
- 驱动装置关闭时,工作台可以自由旋转

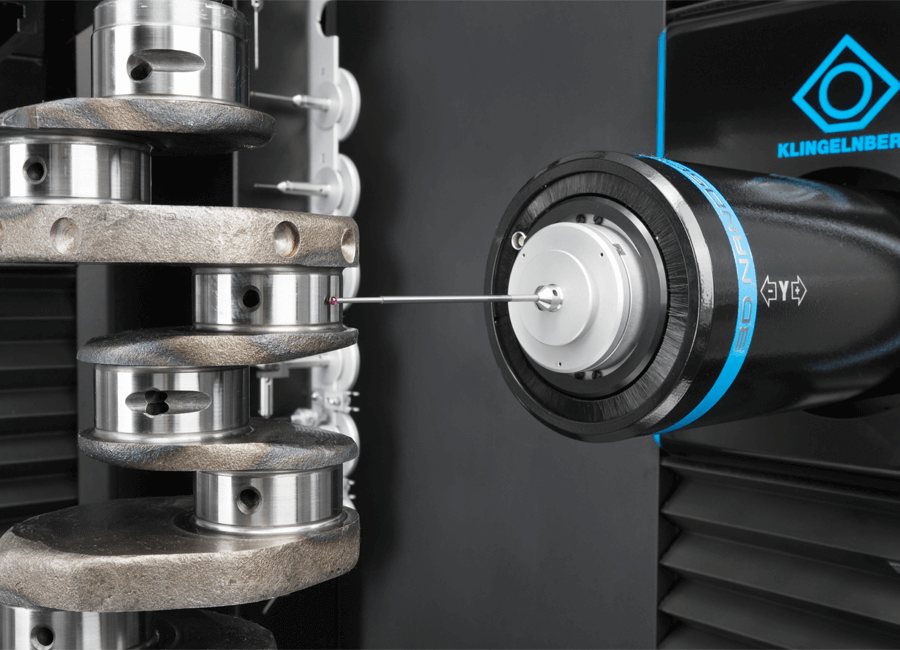
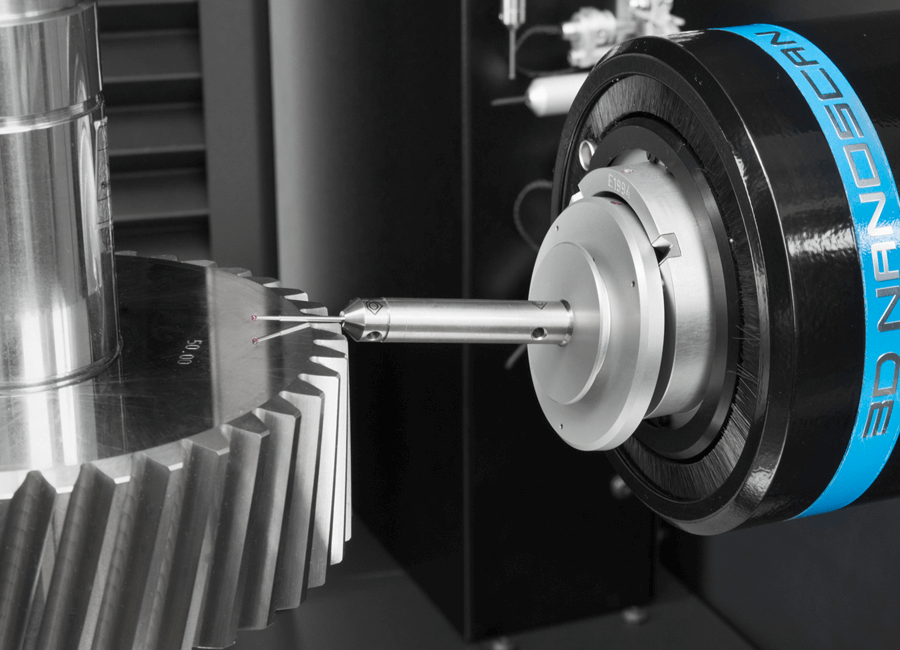
全自动P 100数控克林贝格精密测量中心是设计适用于工件直径范围不超过1000mm,并可用于检查圆柱齿轮齿形、切割齿和剃齿刀、蜗轮蜗杆、滚刀、锥齿轮,以及轴对称工件的尺寸、形状和位置偏差,以及曲线和凸轮轴测量和转子测量。