根据主办方介绍,Control国际质量保证专业展览会将于2022年5月3日至6日在斯图加特展览中心举行,这是一场严格聚焦专业主题并获得全球认可的专业盛会,将为各行各业的供应商和用户带来极致体验。系统供应商Klingelnberg也将再次出席第34届展会,并在6号展厅的6307号展位期待您的莅临。Klingelnberg将在今年的Control展会上推介中型齿轮创新解决方案。除此之外,Klingelnberg还将在精密测量中心P 40上展示光学测量技术,并在精密测量中心P 26上展示已获奖项的Done-in-One原理,在单一工步中执行不同的测量过程。
Klingelnberg测量技术已有多次获奖。2018年,iF Design Forum Design GmbH将产品类的iF设计奖授予本公司。2018年和2020年,工业杂志MM Maschinenmarkt的最佳工业奖接踵而至,先是信息物理生产系统得奖,接着是Done-in-One解决方案获奖。Done-in-One解决方案还在2021年说服了德国设计协会,Klingelnberg据此斩获德国创新奖。
P 26 – Done-in-One:在单一工步中执行不同的测量过程
Klingelnberg精密测量中心始终遵循在一台测量机上处理尽可能多的测量任务的理念。该系列以自动化的、贴近生产的工序实施整个过程。特别是在大批量生产具有多种GD&T特性的旋转对称驱动元件时,及时并尽可能贴近生产地监控过程非常重要。正是在这种贴近生产的应用中,P系列证明了自己的价值。Klingelnberg精密测量中心不仅受到全球众多客户的青睐,更是被著名的计量机构作为参考。
2021年,Klingelnberg凭借Done-in-One解决方案斩获了德国创新奖。德国创新奖面向跨行业的产品和解决方案,这些产品和解决方案与以往的解决方案不同,在于他们更加注重以用户为中心并创造了附加值。德国创新奖是由德国品牌设计委员会发起并实施的国际大奖,该委员会由德国联邦议院于1953年倡议建立并由德国工业联合会出资赞助。2020年,工业杂志MM Maschinenmerkt为出色的Done-in-One解决方案所折服,并将最佳工业奖授予了Klingelnberg。
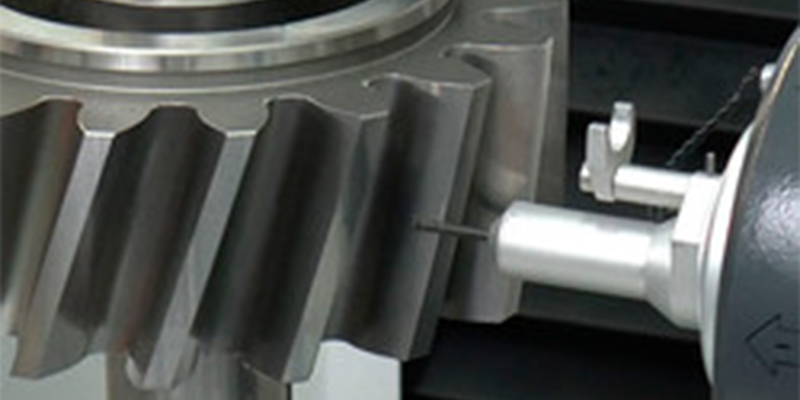
P 40 – 采用混合测量技术,每天可完成更多测量
Klingelnberg混合测量技术将接触式测量和光学测量巧妙结合起来。搭载专为齿轮测量开发的光学传感器,并且可在接触式探测系统3D NANOSCAN和光学传感器HISPEED OPTOSCAN之间快速切换,从而确保在所有条件下都能灵活、快速、高度准确地记录测量值。
使用该选项的最新版,可以光学测量圆柱齿轮的周节、齿厚和啮合径跳。因此可以将每班和每台机器用于生产质量控制的测量次数平均增加20 %。待检齿轮的齿数越多,该选项的吸引力越大。在与汽车工业密切相关的齿轮领域,每个齿轮的质量控制流程大概可以节省两分钟。电动汽车中的齿轮齿数通常很多,因而在测量时间方面的得益更大。根据VDI/VDE 2613组I进行光学周节测量,类似于接触式周节测量。
使用众所周知的Klingelnberg圆柱齿轮软件进行测量和评价。使用该软件的最新版,可以在联网模式下混合使用接触式和光学精密测量中心。Klingelnberg采用的光学测量系统几乎可以在任意金属表面上高度准确地工作,因而适用于圆柱齿轮典型系列中90%的产品。P 26至P 100系列所有Klingelnberg精密测量中心均可选配或加装光学解决方案。
为了进一步缩短测量时间,Klingelnberg将继续开发光学测量技术。大多数情况下,用户只需进行软件更新,即可享受最新开发成果。为此,我们建议签订维护合同,这样就能持续跟进开发步骤。参观者可以在Klingelnberg的展位详细了解维护合同的各个选项和价格。
P 152 – 中型齿轮的大批量生产
风电大型部件的成本压力越来越大,亟需利用新技术将大批量生产小型部件的成熟原理转而应用于大型部件。对此,Klingelnberg开发了一种新的精密测量中心。P 152是Klingelnberg精密测量中心系列的最新成员,能以通常的精度测量最大外径为1,520 mm以及工件重量达到8,000 kg的部件。虽然工件很重,但并不需要特殊的基座,因为Klingelnberg设计师们已成功将中小型系 列的机器方案扩展到大型部件尺寸。带有三点支撑的固有刚性机床底座在此起到了重要作用。底座结构和地面支撑经过精心挑选,即使装载重达8,000 kg的工件,各个机器轴彼此间的角位置也没有显著变化。因其可以广泛处理各种不同的工件直径和测量任务,该测量设备也能为合同齿轮制造商提供理想的性能。无论是小型齿轮,还是较大的齿轮,即使在进行尺寸和形状测量时,都能保证高精度。三点支撑能够将主动振动平台整合到机床底座中。因此也能可靠拦截来自车间地面的低频振动。
将机器与这些振动隔离,就可以将P 152安置在普通的车间地面上,不必建造隔离振动的基座。尽管如此,仍可确保测量结果中所有明显的变化确实来自于部件,而不是由环境条件引起。因此,P 152可以为风电领域中的行星齿轮等中型齿轮搭建起一座桥梁,将尺寸、形状和位置测量与齿轮测量相结合,以便将大批量生产的工作原理用于大型齿轮。对机械零件进行诸如圆度和圆柱度测量之类的形状测量变得越来越重要。P 152搭载“Done-in-One”解决方案,能够处理中等直径工件的各项测量任务。
6号厅6307号展位:感受专业知识和专有技术
除了机床产品外,Klingelnberg也将展示各种服务解决方案和软件解决方案。汉堡应用科技大学生产技术研究所 (HAW Hamburg) 所长、教授兼资深工程师Günther Gravel博士也确定会参加本次展会。2022年,他也会以测量值分析专家的身份,在两天展会期间全天守候Klingelnberg展位,恭候讨论。